1.0 目的
规范操作程序,正确操作连续线制管机,以保证产品质量。
0 2.0 适用范围
工业配管、食品卫生管、机械构造管、热交换器用管、冷凝器用管制管机的操作。
0 3.0 制、修、废
本生产计划之制、修、废由生产技术部负责,经质保工程师审核,相关部门确认,总经理批
准后实施。
0 4.0 实施
a.工业配管工艺流程:
开卷→对焊→成型→焊接→内焊缝轧制(可选)→修磨→光亮热处理→定径→定尺分切
b.食品卫生管工艺流程:
开卷→对焊→成型→焊接→内焊缝轧制→修磨→定径→定尺→外抛光→内抛光
c.机械构造管工艺流程:
开卷→对焊→成型→焊接→修磨→定径→定尺分切→外抛光
d. 热交换器用管工艺流程:
开卷→对焊→成型→焊接→内焊缝轧制(可选)→修磨→光亮热处理→定径→定尺
e.冷凝器用管工艺流程:
开卷→对焊→成型→焊接→内焊缝轧制(可选)→修磨→光亮热处理→定径→定尺
1 4.1 开卷
4.1.1 开卷技术参数
a.开卷形成:双臂回转式(1 台),开卷(无动力)
b.单臂最大负载: 8T
c.钢卷内径允许范围:φ450-550(mm)
d.钢带厚度范围:0.5-4.0(mm)
e.生产范围:φ12.7-108.00(mm)
4.1.2 操作要点及要求
a.开车前、接班时,要认真检查本设备是否完好,运转是否灵活、可靠。
b.根据生产计划,钢卷标签,对钢卷实物进行核对,确认内容包括有:产品规格、宽度、
厚度、材质。钢卷有无毛刺,边部有无碰伤的外观质量等,上钢带时,应注意:钢带的剪切毛边朝上,以成型后钢带毛边在钢管内壁为准。
c. 确认无误后,将钢卷挂上材料架,并将扩缩机依逆时针方向,扩张至最大位置,须顶到工作物为止。
d.上好钢带后,将卷筒涨开,装好档板。
e.刹车系统采用手轮调节,其松紧依适中为止。
f.开起钢带时,应站在钢带两侧,注意钢带伤人。
4.1.3 注意事项
a.吊运钢带时,首先应检查吊具是否牢固,安全可靠。
b.吊运时,绝对不能碰伤钢带边部。
c.搞清楚上钢带的方向,以免返工。
2 4.2 对焊
4.2.1 操作要点及要求:
a.钢带的头尾连接时采用交流电弧焊。
b.对接时,要保证钢带的头尾对中、对平、对直,不得有搭边和错位。
c.根据钢带厚度,选择合理电流及焊条。
d.焊接后要保证焊缝的牢固、可靠,对焊缝凸起部分用角向磨光机处理平整,确保模具不被划伤。
4.2.2 注意事项
a.对焊过程中,要保证钢带平面的清洁,不得用脚蹬踏。
b.对焊过程中,注意周围的易燃物品,防止着火。
c.对焊时,如不能保证设备和人身安全,则停车焊接。
3 4.3 成型
4.3.1 工艺性能
a.成型方法:360°弯曲成型。
b.成型钢带厚度:0.5-4.0mm。
c.成型钢带宽度:40.3-341mm。
4.3.2 操作要求及要点
a.钢带进入成型机时,表面边部不得有油污,如有一定要及时清理干净。
b.所有与钢带接触的辊面均不得有油污,压坑,凸起和划伤等各种因素。轧辊安装时,不允许有轴向串动和径向跳动。
c.立辊中心属性必须按水平辊调整,并紧固。
d.由第 8 架平辊过来的管缝应保证在焊接挤压辊成型时,焊缝成“Ⅰ”型,不允许搭接与错位。
e.应随时检查钢带的成型质量,钢带的成型过程中不得有压痕,擦划伤、波浪等现象,如有要根据情况处理。
4.3.3 注意事项
a.生产过程中加强巡回检查,发现问题及时处理。
b.手脚不得接触转动轴和轧辊,以免挤压受伤。
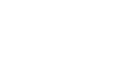
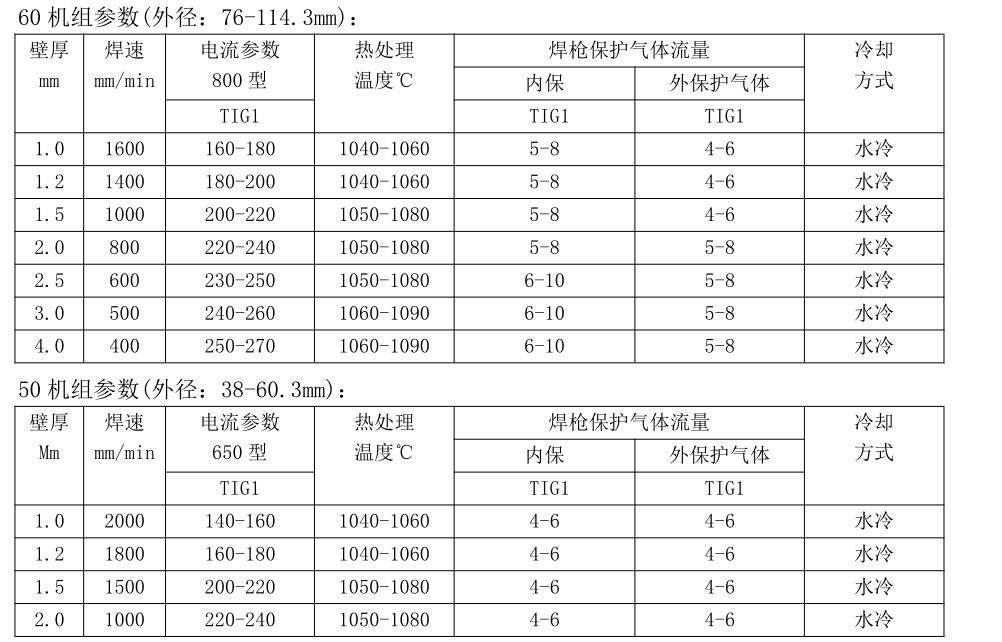
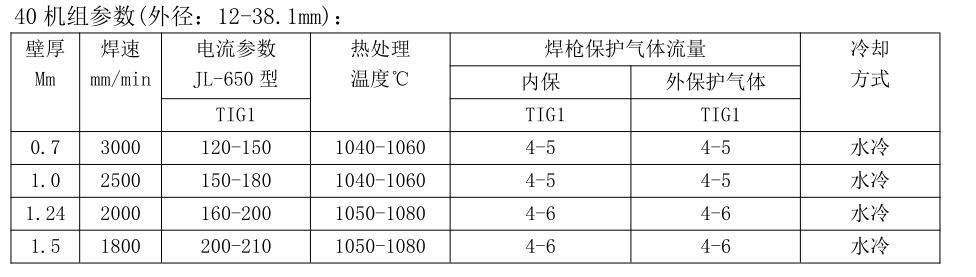
4 4.4 焊接工艺参数
焊接方法:氩弧焊 GTAW。
保护气体:Ar 气、N 2 气纯度≥99.99%,93%+7% Ar、H 2 混合气,纯度≥99.99%。
4.4.2 操作要求与要点
a.检查气体流量是否在要求的范围内。
b.检查保护气体的压力是否满足工艺要求。
c.控制面板各选择开关必须放于正确位置。查氩焊机冷却水是否流通。
d.检查模具是否沾有异物。
e.检查焊枪位置是否适当,并保持垂直。
f.检查焊枪内部设备是否有损坏,并保持钨棒清洁。
g.焊接顺序:送水→送气→电流给定→点弧→焊接
4.4.3 注意事项
a.点弧焊时,严禁使用大电流以免烧穿钢带造成焊瘤。
b.要特别注意弧光打眼和烧伤,注意用电安全。
c.氩焊机焊枪及等离子焊枪,两枪间距为 100mm 操作中应经常注意焊枪熔接位置是否产生偏移及气体流量是否足余。
5 4.5 内焊缝轧制
4.5.1 操作要求与要点
a. 调整芯轴角度,使芯轴上的轧辊处于垂直位置,使轧辊安装座在上面能平稳来回运动。
b.生产线启动,该设备同时启动,其动作为“压下油缸”,“推动油缸”往复运动。
c.“推动油缸”往前运动时,“压下油缸”,压下提升一个周期。“推动油缸”往回时,“压下油缸”不动作。
d.芯棒气缸在内拉设备开关自动时,“压下油缸”下压,气缸排气。当“压下油缸”升起时,气缸充气。
e.当内拉设备开关手动时,气缸无动作。
4.5.2 注意事项
a.上压辊的压下量应适当,以免造成钢管在该处弯曲或影响液压缸的伸降。
b.在全线运行过程中,当钢管表面出现焊缝下凹或有穿孔所造成的较大内焊珠时,应及时停止该装置运行并升高上辊,待缺陷位置通过后才恢复运行。
4.6 6 修磨
4.6.1 操作规程要求
a.修磨轮安装时注意研磨页轮的旋转方向要与修磨机同一方向。
b.修磨机起动前,要把防护罩装好,磨轮下端要高出焊缝处 15-20mm。
c.起动后,逐渐下调至修磨量。
d.修磨机工作,要经常检查焊缝的修磨质量,如有问题及时调整处理或更换研磨页轮,确保焊缝的修磨质量。
4.6.2 注意事项
a.修磨机工作时,禁打开防护罩,防止轮片飞出伤人。
 微信扫码官方微信公众号
微信扫码官方微信公众号
 浙公网安备33050302000841
浙公网安备33050302000841